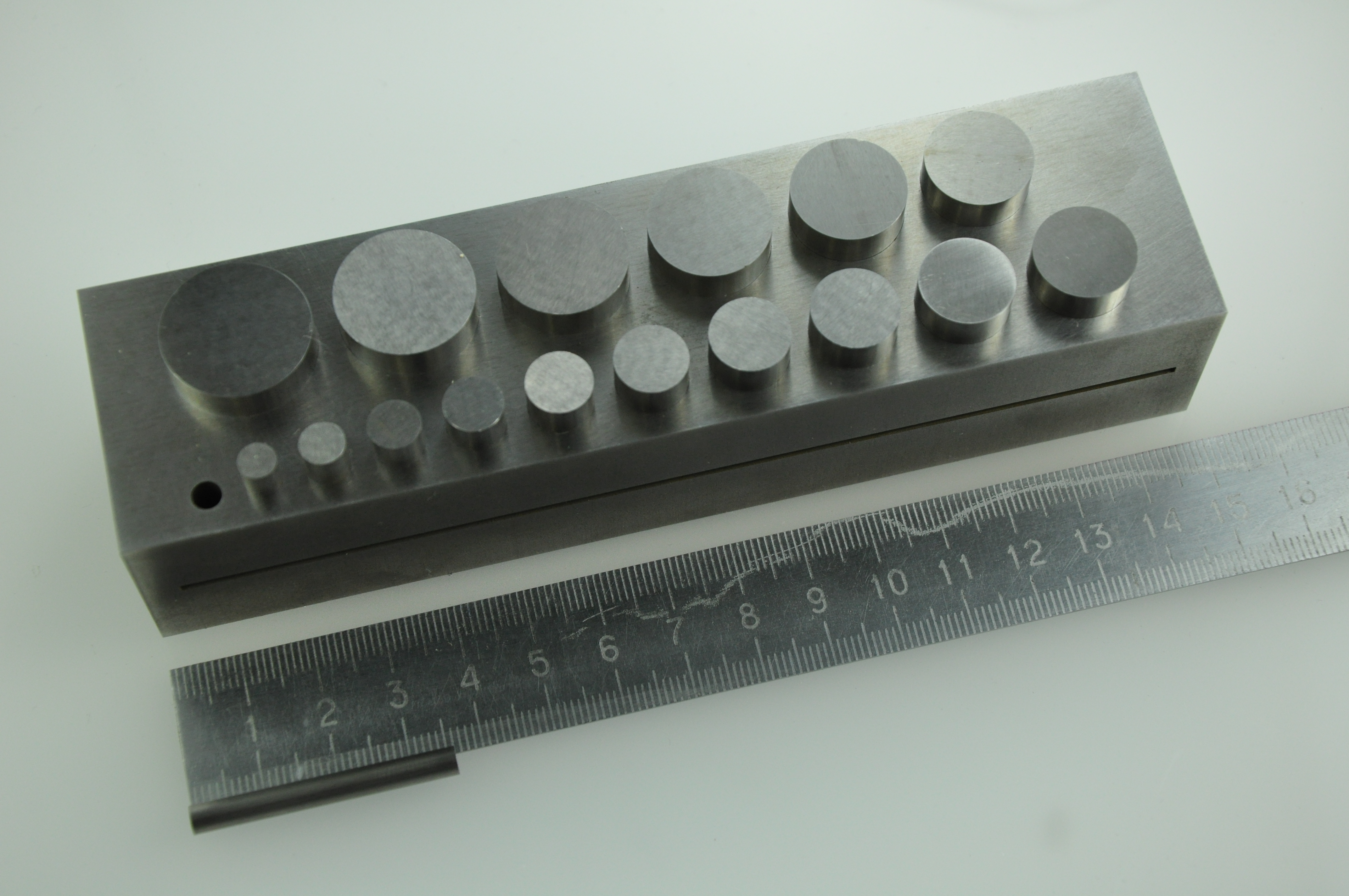
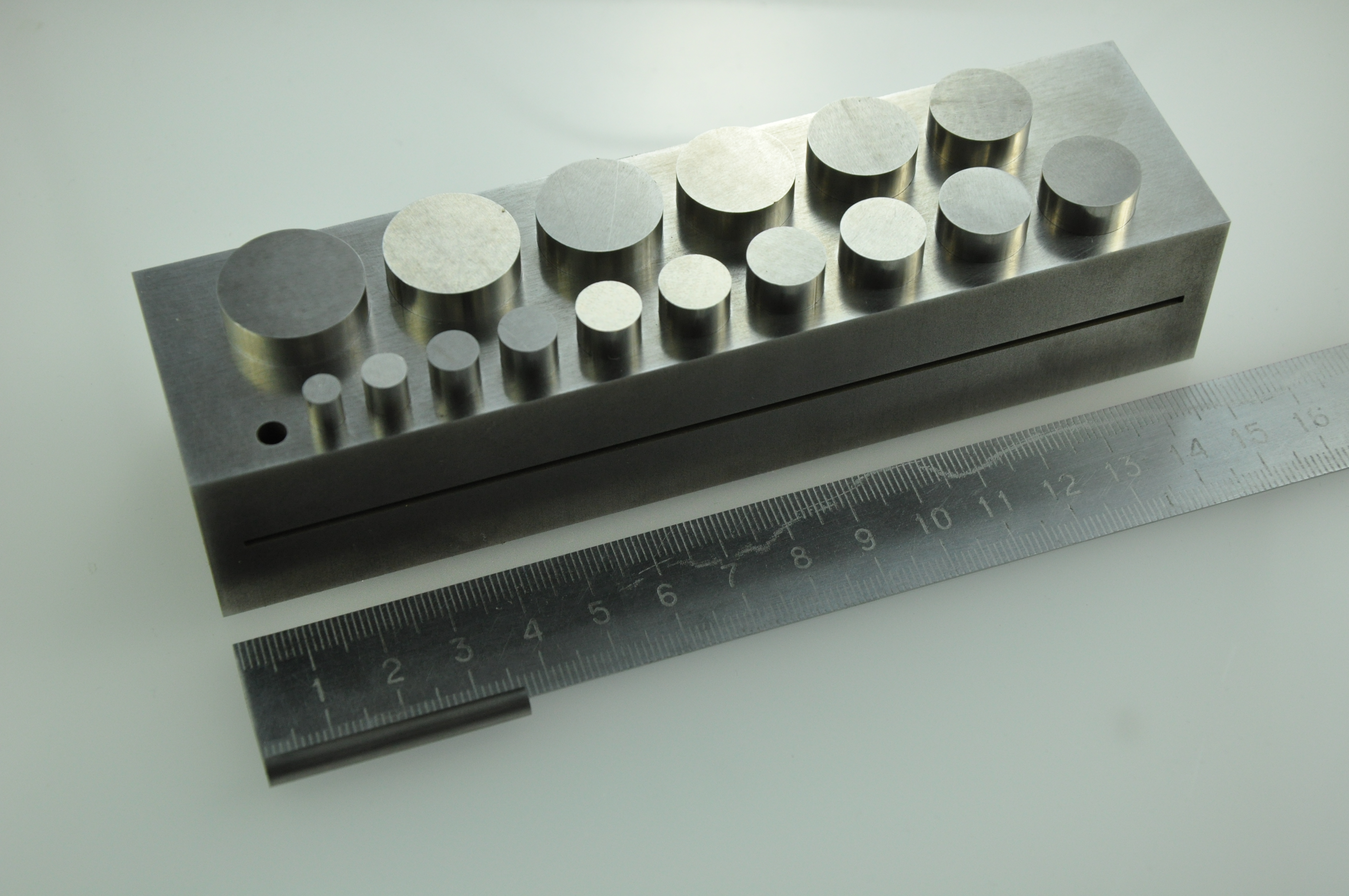
продам вырубку дисков на 18 размеров- от 2 мм до 10.5 мм с шагом 0.5 мм. габарит матрицы 105*27 мм. высота матрицы 30 мм. длина пуансонов 35 мм.
цена 8500 р.
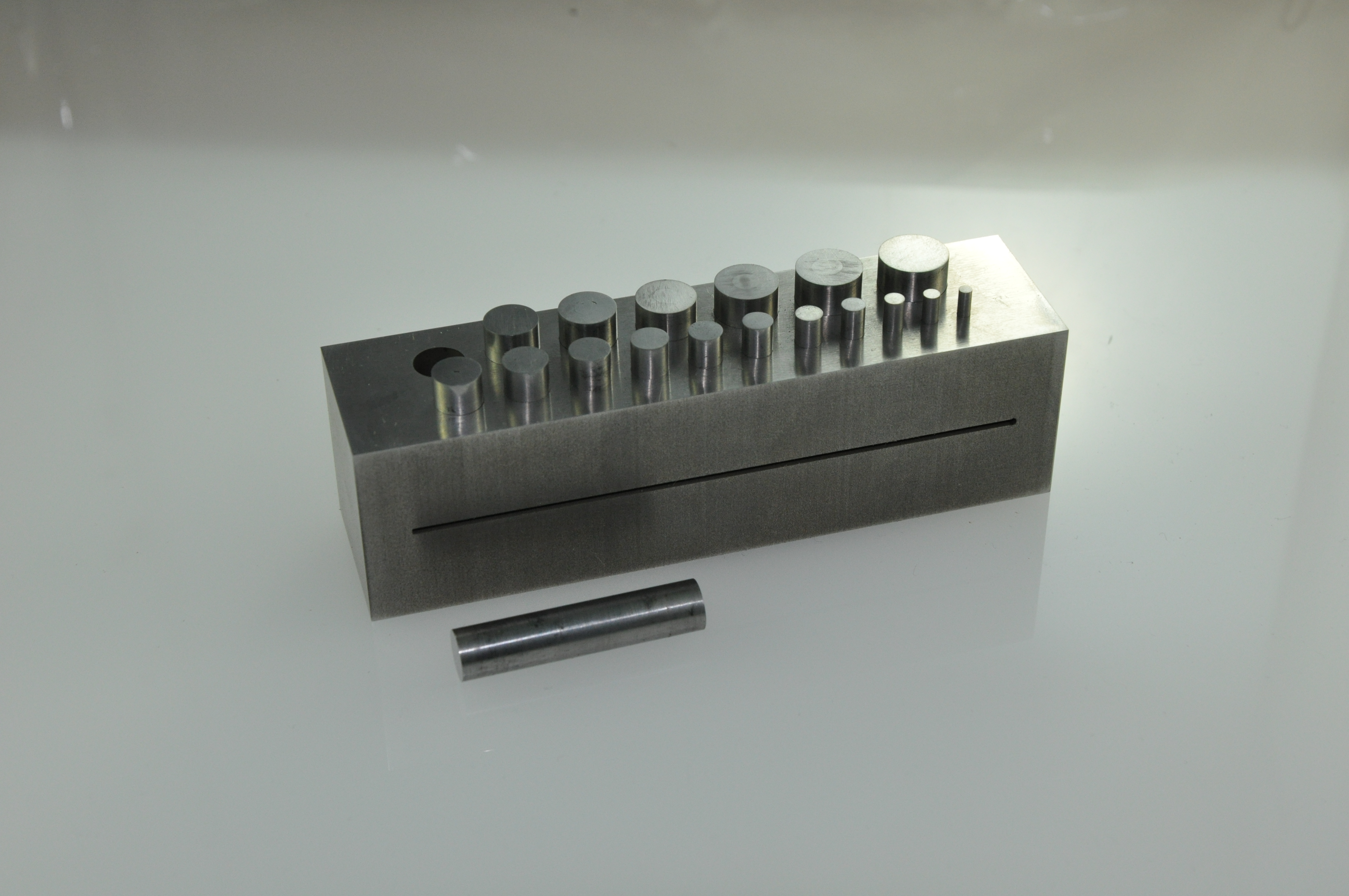
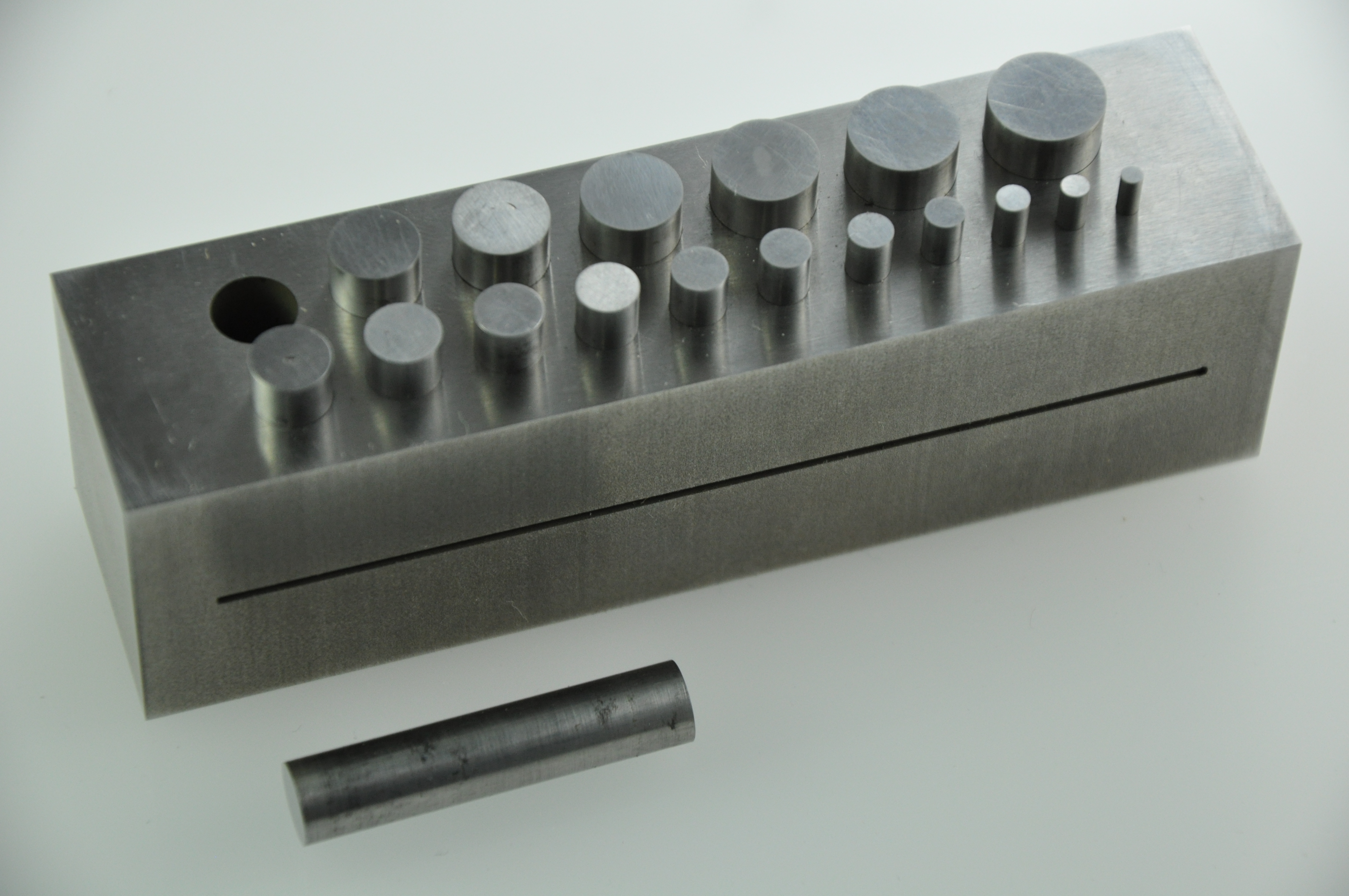
изучаю спрос. пока один экземпляр. еще два будут через пару недель. далее-по востребованности.
Развернуть ⇓
цена 8500 р.
изучаю спрос. пока один экземпляр. еще два будут через пару недель. далее-по востребованности.



 .
.