По просьбе Ремесленника выкладываю параметры изготовления дополнительных валков для изготовления проката под глухие касты.
Осторожно! Православный христианин!
|
Пользователь
Регистрация: 04.03.2013 Откуда: Золотое Кольцо Сообщений: 359 В друзьях у: 3 Голосов: 43 / 3 |
Добавлено: 21.02.2014 11:38:35
По просьбе Ремесленника выкладываю параметры изготовления дополнительных валков для изготовления проката под глухие касты.
Осторожно! Православный христианин!
|
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2013 Откуда: Золотое Кольцо Сообщений: 359 В друзьях у: 3 Голосов: 43 / 3 |
Добавлено: 21.02.2014 12:01:42
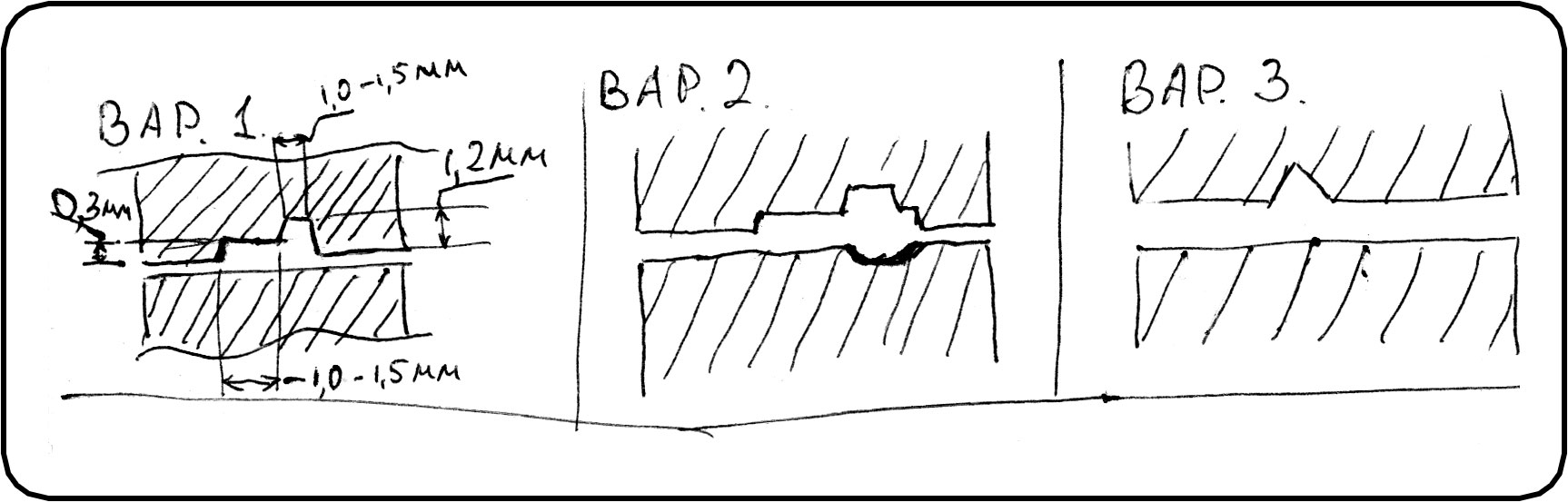 Приведённые 3 варианта- условны, по типам. 1 вариант. Каст получается без внешнего декора, гладкий снаружи. Изготавливается 1 профильный и один гладкий валок. Необходимо учесть, что угол между плоскостью валка и поднутрением не должен быть 90 градусов, иначе прокат будет заклинивать. Рекомендуемый угол- на 6-7 градусов меньше 90. Толщина прутка-заготовки для изготовления каста подбирается экспериментально для каждого вида прокатываемого металла. Прокатка ведётся в несколько приёмов, по необходимости производится отжиг заготовки. 2 вариант. Более декоративный вариант. Добавлен сегментный профиль по внешней стороне каста. В принципе, декоративная часть может иметь и иной профиль, по желанию, лишь бы имелись правильные углы на извлекаемость проката. Остальные параметры как и у первого варианта. Сегментный профиль проще потом обрабатывать. 3 вариант. Это самое простое, что можно придумать. Здесь просто под штатный квадратный пруточный валок ставится гладкий валок, и прокат получается с треугольной внутренней подложкой(что не принципиально для вставок), толщина же каста регулируется визуально, измерениями по ходу прокатки. Наиболее приемлем вариант 2.
Осторожно! Православный христианин!
|
|
Offline |
|
|
Пользователь
Регистрация: 01.10.2010 Откуда: Предгорья Алтая Сообщений: 8612 В друзьях у: 21 Голосов: 805 / 34 |
Добавлено: 21.02.2014 18:43:07
синий кустарь,
Да ,дружище Кустарь. Действительно всё элементарно просто. А я, сколько делал, всё внутрь кастов опорные колечки и другую ерундистику , всё впаивал.  Сколько лишних телодвижений. Сколько лишних телодвижений.  Под размер одинаковых и частоповторяющихся вставок (кабашёнов и пр.), целесообразно наверное оправки железные выточить ? Жалко в наших краях нет предприятий, где железо можно как лобзиком, быстренько вырезать. Абсент вон писал, что ему на заводе любой профиль выжгут (или как там это делают) Под размер одинаковых и частоповторяющихся вставок (кабашёнов и пр.), целесообразно наверное оправки железные выточить ? Жалко в наших краях нет предприятий, где железо можно как лобзиком, быстренько вырезать. Абсент вон писал, что ему на заводе любой профиль выжгут (или как там это делают)  Ну да ладно, ремесленники мы, или погулять вышли ? Вырежу с помощью молотка, зубила и какой-то матери, да напильничком подправлю. Ну да ладно, ремесленники мы, или погулять вышли ? Вырежу с помощью молотка, зубила и какой-то матери, да напильничком подправлю. 
Тот кто пляшет и поет - тот поет и пляшет, тот кто пашет и кует - тот кует и пашет.
|
|
Offline |
|
|
Пользователь
Регистрация: 31.05.2011 Откуда: казань татарстан Сообщений: 758 В друзьях у: 1 Голосов: 47 / 1 |
Добавлено: 21.02.2014 18:47:11
а я по станринке бор машиной пайкой и надфилями
 |
|
Offline |
|
|
Пользователь
Регистрация: 26.06.2010 Откуда: Украина, днепропетровская обл. Сообщений: 2408 В друзьях у: 3 Голосов: 93 / 5 |
Добавлено: 21.02.2014 23:51:50
ремесленник,
, пообещали, и вроде делают, но так долго шо по моему рожать быстрее
Есть желание - будут возможности. Будет действие - появится результат.
|
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2013 Откуда: Золотое Кольцо Сообщений: 359 В друзьях у: 3 Голосов: 43 / 3 |
Добавлено: 24.02.2014 11:44:58
ремесленник,
! Для серебяных кастов оправка выпиливается лобзиком из потолще оргстекла, и после спайки отстукивается не нём. В принципе, и золотые после отжига в спирт можно отстучать  ! А если делать реально удобную и эффективную оправку, то нужно делать её не по размеру вставки, а ПО РАЗМЕРУ ВНУТРЕННЕГО КОНТУРА ПОДЛОЖКИ. Причём желательно, чтоб оправочка была КОНУСНОЙ, металлической, и окончательный размер контура наростал плавно(как ригель конусный), тогда получается эффект ПРОКОЛА то есть, отрезав расчётный по длине для каста кусок проката, согнув его так, чтоб удобно было паять, и, собственно, спаяв, просто "прокалываешь" оправку через каст- и вуаля, каст уже формообразован! ! А если делать реально удобную и эффективную оправку, то нужно делать её не по размеру вставки, а ПО РАЗМЕРУ ВНУТРЕННЕГО КОНТУРА ПОДЛОЖКИ. Причём желательно, чтоб оправочка была КОНУСНОЙ, металлической, и окончательный размер контура наростал плавно(как ригель конусный), тогда получается эффект ПРОКОЛА то есть, отрезав расчётный по длине для каста кусок проката, согнув его так, чтоб удобно было паять, и, собственно, спаяв, просто "прокалываешь" оправку через каст- и вуаля, каст уже формообразован!А раз уж тебе понравился мой вариант, так мог бы хоть плюсик разок нажать, жадёба !!!
Осторожно! Православный христианин!
|
||
|
Offline |
|
|
Пользователь
Регистрация: 30.10.2011 Сообщений: 281 В друзьях у: 3 Голосов: 33 / 3 |
Добавлено: 25.02.2014 01:56:35
,
|
||||
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2013 Откуда: Золотое Кольцо Сообщений: 359 В друзьях у: 3 Голосов: 43 / 3 |
Добавлено: 25.02.2014 09:09:54
hrust777,
. Вот, как-то так...
Осторожно! Православный христианин!
|
||
|
Offline |
|
|
Пользователь
Регистрация: 01.10.2010 Откуда: Предгорья Алтая Сообщений: 8612 В друзьях у: 21 Голосов: 805 / 34 |
Добавлено: 25.02.2014 17:08:08
синий кустарь,
Ну твой вариант, совсем для массового производства. Я до таких масштабов пока не дорос. Но на заметку возьму, вдруг до пенсии заводик открою. Там и твои хитрые ригеля пригодятся.
Тот кто пляшет и поет - тот поет и пляшет, тот кто пашет и кует - тот кует и пашет.
|
|
Offline |
|
|
Пользователь
Регистрация: 20.12.2012 Сообщений: 665 В друзьях у: 4 Голосов: 36 / 3 |
Добавлено: 25.02.2014 23:10:26
Хотел поинтересоваться: прокат через несимметричный профиль должен приводить к сильной деформации самого проката и чем больше асимметрия тем сильнее корёжит прокат. Все промышленные фасонные профили имеют осевую симметрию. В Вашем случае прокат не корёжит? Спасибо. С уважением, Olorin
Olorin
|
||
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2013 Откуда: Золотое Кольцо Сообщений: 359 В друзьях у: 3 Голосов: 43 / 3 |
Добавлено: 26.02.2014 10:07:30
Olorin,
У нас на фирме выкатали уже не один километр такого серебрянного проката (вальцы марио ди майо), и подобного не наблюдалось. Здесь важно чётко настроить вальцы, отрегулировать, и проблем не будет !
Осторожно! Православный христианин!
|
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2013 Откуда: Золотое Кольцо Сообщений: 359 В друзьях у: 3 Голосов: 43 / 3 |
Добавлено: 26.02.2014 10:14:13
ремесленник,
! Во, заживёшь-то тогда!!! Обзолотишься весь! И мне за хороший совет может чего к пенсии перепадёт !
Осторожно! Православный христианин!
|
||
|
Offline |
|