| Цитата |
|---|
| (romelo3 14.05.2018 22:22:54) |
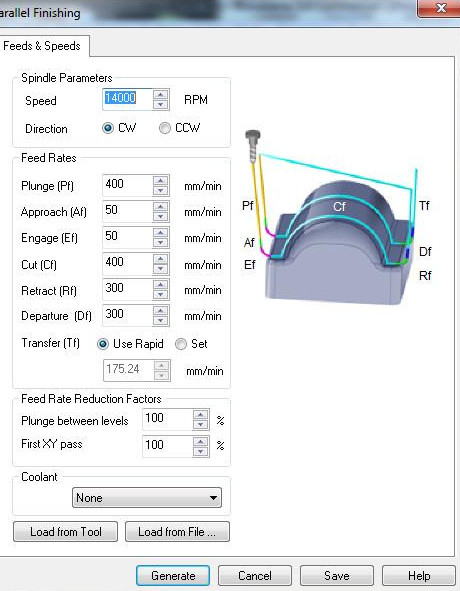
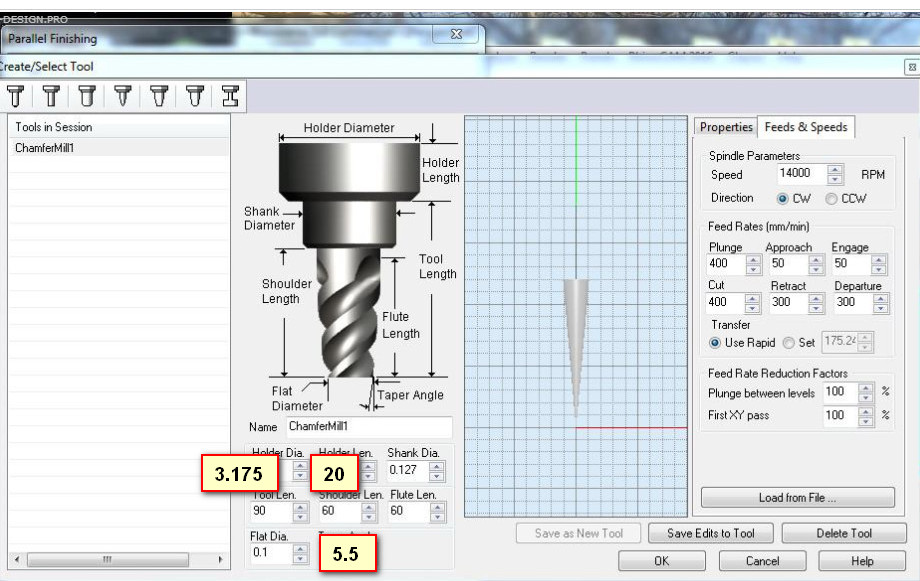
Первый параметр Скорость вращения шпинделя.
Здесь нужно руководствоваться характером вылетаемой стружки. Если еще немного добавить и стружка начнет плавиться. Оптимально, если стружка летит сухая, значит перегрева нет. Но... Фреза будет резать и на меньших скоростях, даже при 3000 об., но при этом Возрастает нагрузка на ее прочность. Попросту она быстрей сломается. При том, что фреза может резать воск при широком диапазоне скоростей, нужно выбирать верхний предел.
Кстати в Махе как раз есть возможность плавно подстроить скрость вращения, исходя из конкретной задачи.
Следующий параметр: Plug
движение фрезы от безопасной высоты к заготовке.
Здесь мы руководствуемся скоростью нашей реакции - если что то пойдет не так (шпиндель не включился) мы должны успеть нажать стоп. При медленной скорости, конечно можно успеть больше, но как правило лениво ждать. И потом 600 - это половина возможной скорость. Грубо говоря это компромис.
Далее два параметра по 50
такое резкое замедление скрости движения (подачи) обусловлено риском сломать фрезу при вхождении в заготовку и вхождению в деталь. Просто для корректной отработки касания.
Вообще в машиностроении, с твердыми материалами принято приступать к резанию деликатно. С воском может это и не обязательно, но лучше применять замедление как правило хорошего тона.
Следующий параметр CUT
непосредственно резка.
Когда то я делал свои фрезы из Р18, Р9. Они гнулись как камышь на ветру уже при скорости 350-400. Битсы и китайские граверы из твердого сплава (победит, карбид) и они позволяют резать на повышенных подачах. Небольшое заглубление и низкий рельеф детали вообще позволяют резать на максимальной, для нас, скорости 1200.
Здесь нужно руководствоваться несколькими факторами: Прочность фрезы, Сухая стружка, особенности конфигурации детали.
Прочность - это параметр, который прочувствуется опытом ломания фрез.
Сухая стружка - означает не перегрев детали в точке контакта с фрезой и, как следствие качественная поверхность.
Конфигурация детали подсказывает - не сломаеьтся ли деталь, может нужна дополнительная поддержка, а может нужно снизить подачу.
Резать обычные детали твердосплавными фрезами при скорости ниже 500 ламерская привычка. И потом тратится очень много времени.
Остальные параметра по 300. Это извлечение фрезы из зоны резки и из заготовки. Тут цифры обусловлены желанием синизить риск потери шагов при движении вверх, так как вверж, нажно приодолеть интерцию. Z идет легко вниз, а вверх лучше чуть медленней. При этом дальше по вертикали опять едем с 600, а при перемещении в горизонтальной плоскости 1200.