Здравствуйте, раньше лил только серебр и золото, сейчас начал лить латунь и появились проблемы, ужасные непроливы. Работаю на INDUTHERM 450 V.
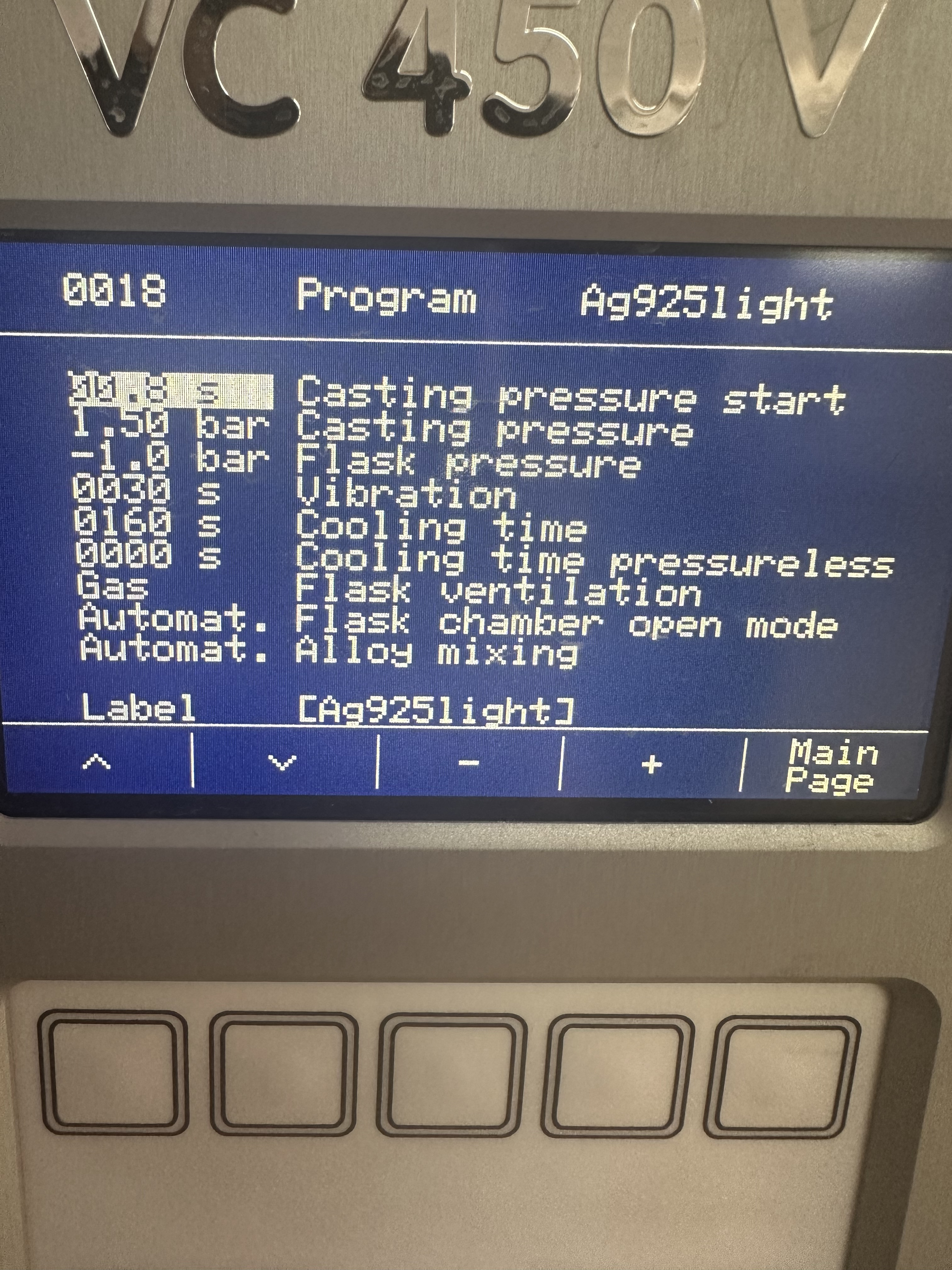
Температура цилиндров 620, латуни пробовал начинает плавится начиная от 1000, при 930, как пишут в паспорте нет никаких движений. Ставил температуру заливки до 1080 - не проливается и на толстых и на тонких изделиях. Из параметров машины ставлю melting pressure- 0; casting pressure - 0; flask pressure - (-1).
Заранее всем спасибо за мнения.

Не пролились пины на серёжках и сами серьги тоже не пролились. Это один из примеров , но толстые изделия тоже не проливаются.
Развернуть ⇓
Температура цилиндров 620, латуни пробовал начинает плавится начиная от 1000, при 930, как пишут в паспорте нет никаких движений. Ставил температуру заливки до 1080 - не проливается и на толстых и на тонких изделиях. Из параметров машины ставлю melting pressure- 0; casting pressure - 0; flask pressure - (-1).
Заранее всем спасибо за мнения.
Не пролились пины на серёжках и сами серьги тоже не пролились. Это один из примеров , но толстые изделия тоже не проливаются.
Изменено:
- 12.11.2023 13:05:06