Здравствуйте.
давно уже мучаюсь, может быть кто-то сталкивался и смог решить проблему: станок запросто добавляет толщину к моделям: +013-0,18 - как нечего делать. на каких-то моделях модельеры, естественно поправят, какие-то и так пойдут(тем более что не всегда добавляет так много), но тут намечаются более ответственные модельки, хотелось бы более точного попадания.
станок Стриж - маленький, пришедший на смену первому Стрижу(не увеличенный Стриж-2).
пожалуй что с самого начала проблема присутствовала(с Леонидом к какому-то определенному мнению так и не пришли, да и как там сейчас все обстояло уже не помню). Первый Стриж такой ерундой не занимался.
заметил такую особенность(не 100% закономерность, но близка к тому): чем сложнее стол, тем больше добавляет.
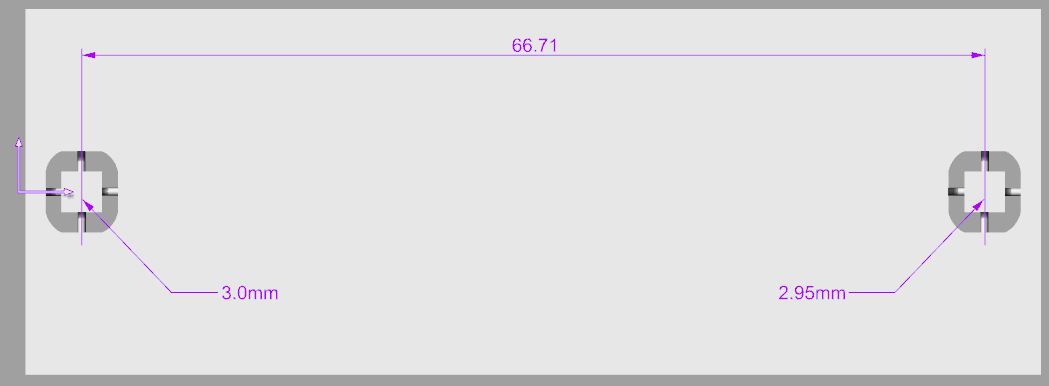
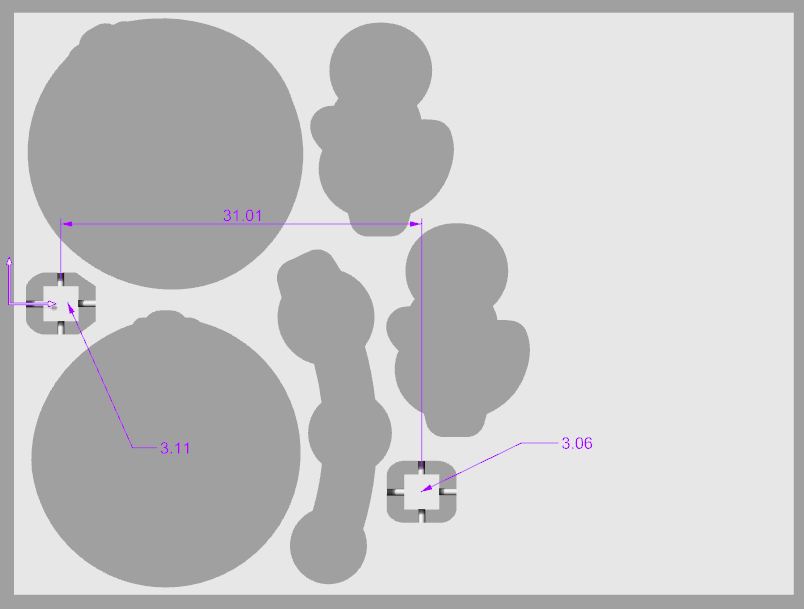
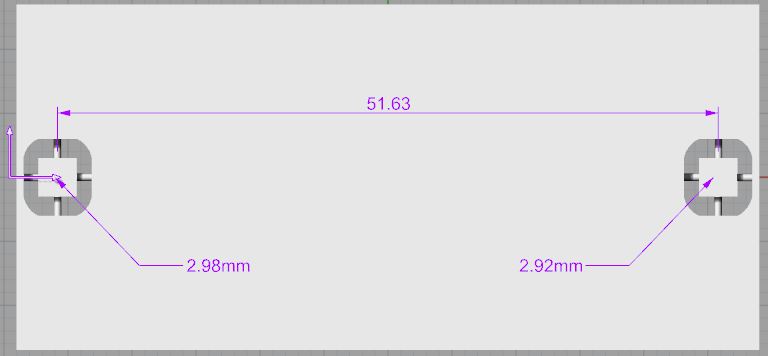
на каждом столе режу маленький квадратик 3мм толщиной. если ставлю маленькую рамку с какой-нибудь простой шинкой, например, то могу на выходе получить 2,98-3,0мм; большая рамка с большим количеством не очень больших деталей(касты/пуссеты) - 3,16мм(с сегодняшеного стола).
в чем может быть прикол?!
давно уже мучаюсь, может быть кто-то сталкивался и смог решить проблему: станок запросто добавляет толщину к моделям: +013-0,18 - как нечего делать. на каких-то моделях модельеры, естественно поправят, какие-то и так пойдут(тем более что не всегда добавляет так много), но тут намечаются более ответственные модельки, хотелось бы более точного попадания.
станок Стриж - маленький, пришедший на смену первому Стрижу(не увеличенный Стриж-2).
пожалуй что с самого начала проблема присутствовала(с Леонидом к какому-то определенному мнению так и не пришли, да и как там сейчас все обстояло уже не помню). Первый Стриж такой ерундой не занимался.
заметил такую особенность(не 100% закономерность, но близка к тому): чем сложнее стол, тем больше добавляет.
на каждом столе режу маленький квадратик 3мм толщиной. если ставлю маленькую рамку с какой-нибудь простой шинкой, например, то могу на выходе получить 2,98-3,0мм; большая рамка с большим количеством не очень больших деталей(касты/пуссеты) - 3,16мм(с сегодняшеного стола).
в чем может быть прикол?!