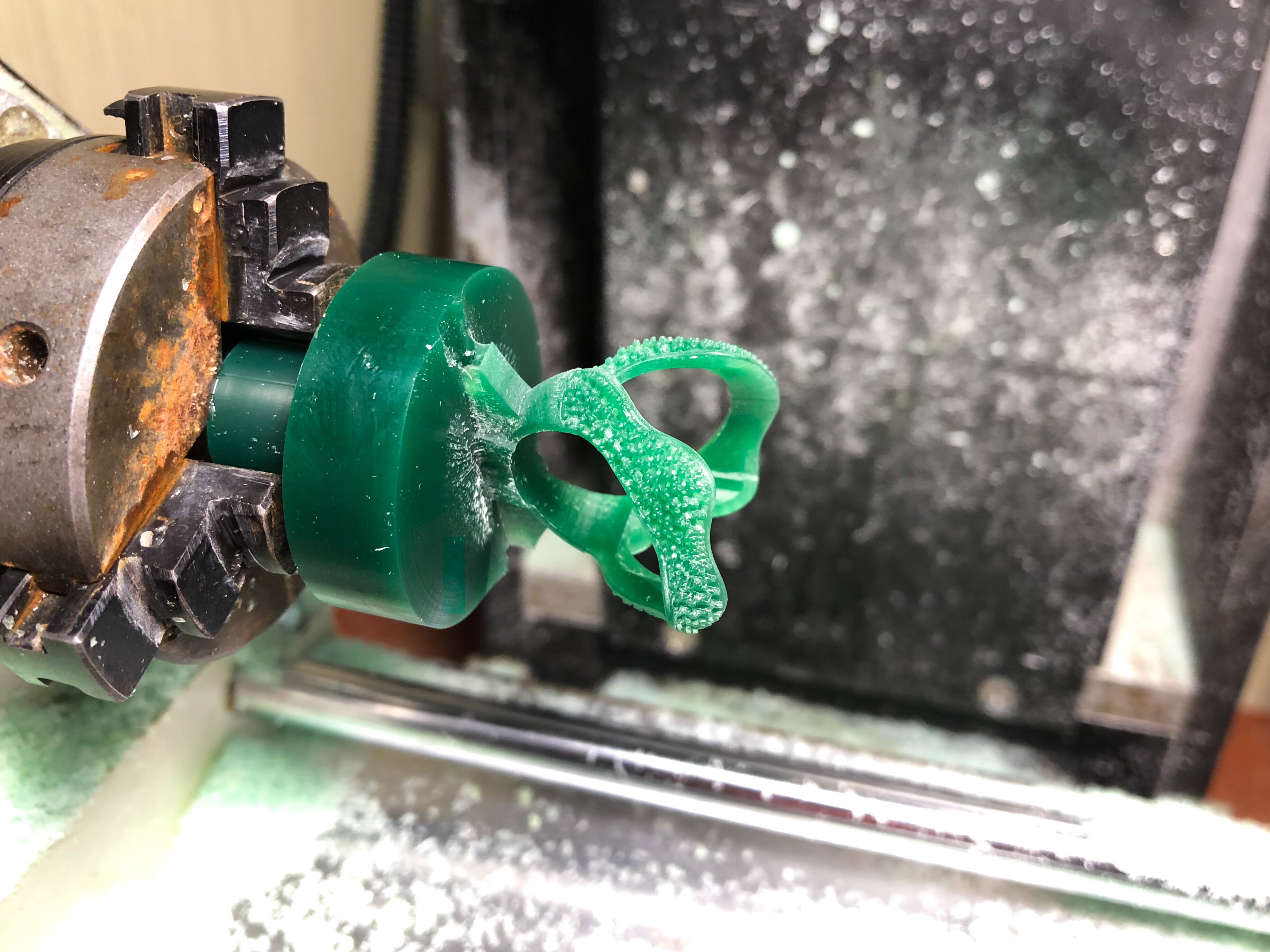
Дмитрий, не хотелось бы остудить ваш энтузиазм, но конкретно такую шинку гораздо проще было бы отпечатать. 4-осная фрезеровка на этом кольце особо не получилась. Весь верхний ряд корнеров, у центрального камня, имеет много " теней", наростов там, где фреза не достала.
Печать будет лучше, т.к. камни занимают только одну половину кольца. Кое-где подправив разворот корнеров на поверхности, можно было бы обойтись только центральным литником в нижней части шина.
А так, при таком подходе полно минусов.
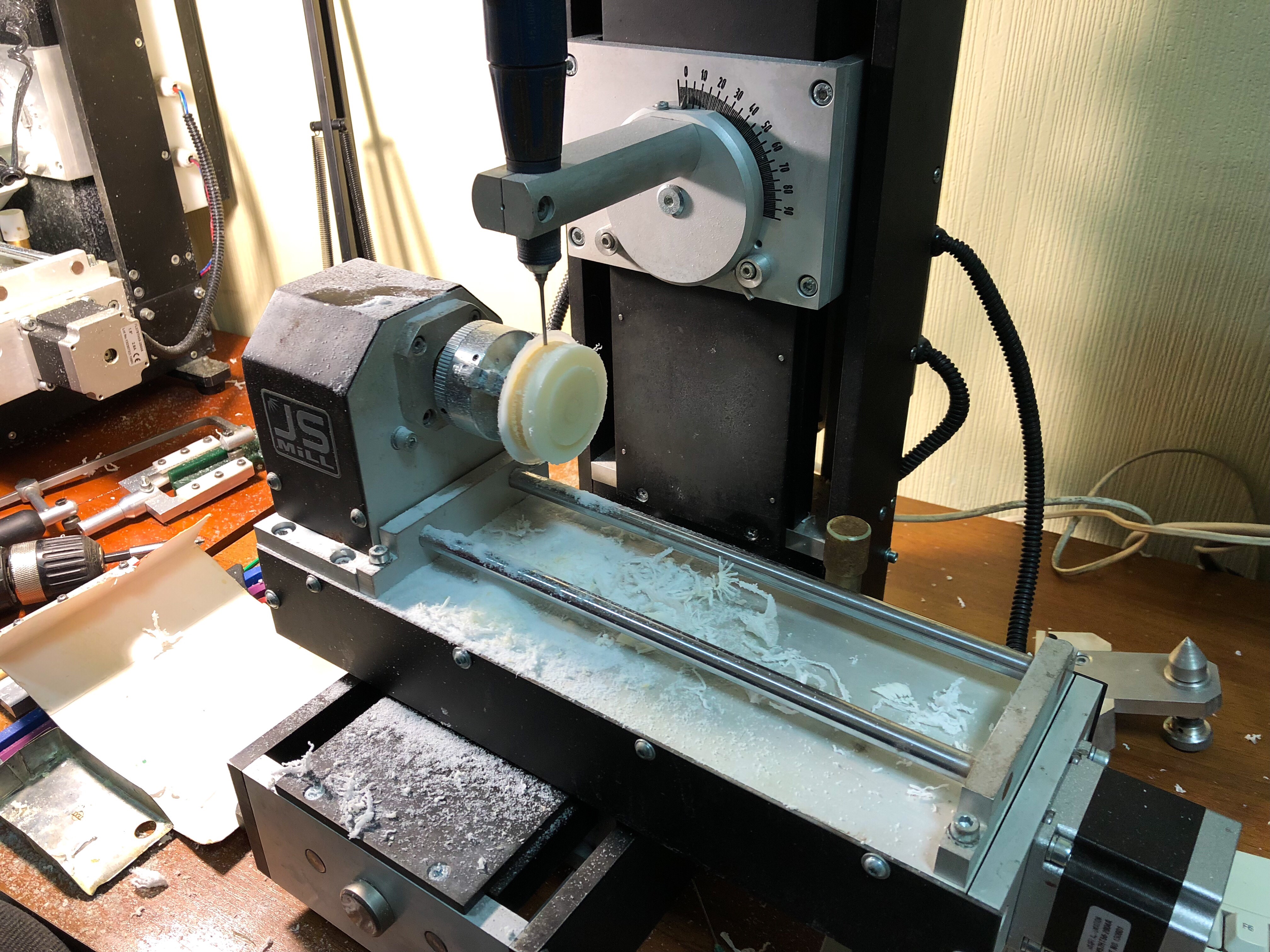
1. Пути считать на такую шинку не две минуты. Я оцениваю время расчета путей на такое кольцо примерно в 1-2 часа человеком, кто считал эту стратегию. Конечно, все зависит от уровня оператора, но не думайте что это будет 15-30 минут. Посмотрите как посчитана стратегия обработки этого кольца. Из рук вон плохо. Или просто малый опыт работы оператора. Человек с нею помучился. Нижняя части шина обрабатана совсем плохо, непонятные наросты, шинка слиплась с заготовкой из воска. При таком подходе тут нужно будет ещё прилично махать напильником. И зачем тогда 3д-технологии? При таком подходе, вы их повелителя " двух взаимосвязанных технологий", становитесь рабом по доработке недоделок.

2.Время фрезеровки будет сопоставимо с печатью.
3. И самое главное. Если есть возможность, изделие нужно делать под одной технологии. Иначе проблем прилично. Пластик и фрезер всегда будут отличаться немного по размерам, плюс-минус 0,5-1% даже на идеально откалиброванном пластике. Что будет критично при точных посадках небольших деталей.
4. Разные технологии 3д-печати или фрезеровки будут иметь разное качество поверхности, что также будет заметно при стыковке деталей изделия.
В результате всех этих факторов я стараюсь делать одно изделие на одной технологии. Даже не смешиваю модели с 3-осника и 5-осника.
Да, я периодически делаю одно изделие из частей с разных 3д-технологий. Но это в самом крайнем случае и у меня уже выведены коэффициенты разности размеров и толщин у разных технологий.
В вашем случае, очень много факторов. Пластик часто печатает в минус толщины, не совпадают линейные размеры с фрезерованными моделями, микродеформации при печати и т.д. Да ещё идет усадка поверхности при засветке.
Конечно, вы снова скажете мне, что на Украине другой мир и это не критично для местных ювелиров.
Но поверьте мне, мир 3д-печати одинаков по запросам в разных странах. И для успешной конкурентной работы вы должны будете решить те вопросы, которые я описал вам выше.
Вы снова вводите в заблуждение умы начинающих людей. Вам бы продать сразу "две взаимосвязанные технологии", а остальное уже не ваши проблемы. И не важно, что как описанные проблемы будут решать начинающие 3д-ювелиры
.
Конкретно это изделие нужно печатать или полностью, или фрезеровать полностью. Из двух деталей, как и есть сейчас.
Если вы не согласны с моим мнением, с удовольствием выслушаю вашу аргументацию. Очень хорошо будет, если вы представите фотографии кольца, уже готового, с хорошей детальностью. А также картинки 3д-модели. Для сравнения деформаций изделия.