Roland MDX 40-A полосит на наклонных плоскостях.
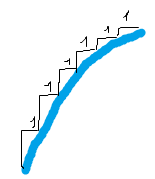
При подаче вдоль оси X, полосы идут вдоль оси Y, и на борот (видно на фото).
пробовал менять шаг, точность, скорость подачи, постпроцессор (*.mmg *.prn *.txt) разницы никакой.
В чем может быть проблема и как можно ее лечить?
Развернуть ⇓
При подаче вдоль оси X, полосы идут вдоль оси Y, и на борот (видно на фото).
пробовал менять шаг, точность, скорость подачи, постпроцессор (*.mmg *.prn *.txt) разницы никакой.
В чем может быть проблема и как можно ее лечить?


Изменено:
- 20.02.2013 15:37:59
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
 . Некоторые горе консультанты даже не
. Некоторые горе консультанты даже не
